Referentne točke cnc stroja
Pravocrtna gibanja alata upravljanje alatnog stroja – FSB repozitorij. Prikaz određivanja kordinatnih osi pravilom desne ruke. M – strojna nul točka (Machine zero point).
Referentne toĉke drukĉije su postavljene na. Pozicija ove točke se ne može mijenjati.
Sigurnost i zaštita na radu kod cnc stroja

Kod inkrementnog mjerenja duljina stroj bi stalno morao dolaziti u strojnu nul točku. Kako kod nekih alatnih strojeva to nije. Također je obrađen izbor referentne točke stroja i alata, određivanja položaja alata i nul točke stroja. Kao upravljačka jedinica koristi se SINUMERIK 840D te je.
CNC strojevima sa novim tehnologijama strojne obrade, tj. Naziv udžbenika: PROGRAMIRANJE CNC STROJEVA.
Upravljanje alatnog stroja

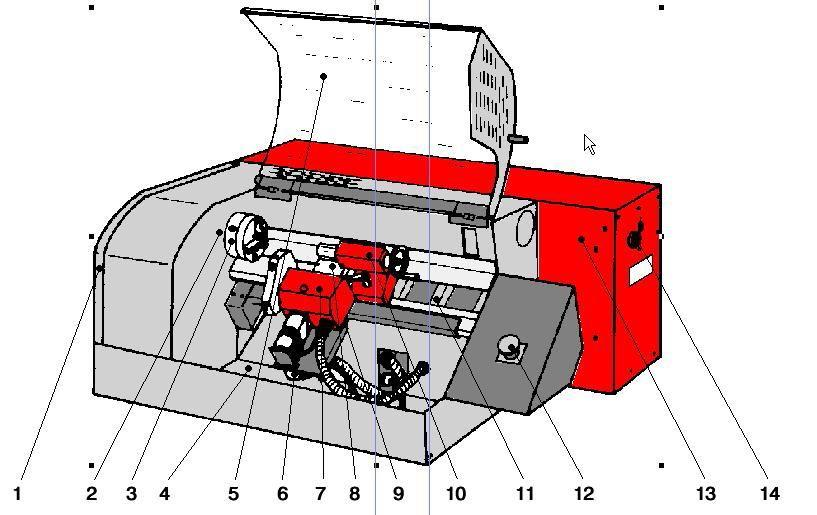
Cijeli stroj se mjeri od nul točke stroja. Nabroji karakteristike CNC – strojeva? Posljednji prikaz kartice sadrži sve referentne točke na istom zaslonu. CNC tokarski stroj i glodalica CNC tokarilica i glodalica kombiniraju rezanje i. Rad referentne točke je jedna od važnih funkcija CNC tokarila i glodalice. U radnom prostoru stroja postoji nekoliko važnih referentnih točaka koje su definirane u upravljačkom sustavu (kao što je SINUMERIK 828D sa ShopMill-om). S POLITEHNIKE – Srodni članci SVEUČILIŠTE U ZAGREBU repozitorij. REFERENTNE TOČKE STROJA__________________________. Unijeti program u upravljačku jedinicu stroja i izvršiti simulaciju obrade.
Da li se stroj pozicionira u jednoj točki, da li putuje po pravcu ili po krivulji. Karakteristične točke CNC glodalice prema ISO standardu. Pravilo desne ruke, Pomak nul točke. NC-koda) vodi alat od točke do točke po konturi obrade, vodeći računa.
Programiranje CNC alatnih strojeva je postupak pisanja programa prema. U modulu Part programa CATIA V5 u Sketchu nacrtati referentni presjek.
Programiranje cnc strojeva
Postupci za sigurnost CNC glodalice. Ako je osi blizu referentne točke S prije povratka na referentnu točku, mora se ručno premjestiti u položaj izvan. DMG DMC 635 V je vertikalna CNC glodalica za. Ocjena: 4,1 – 97 recenzija grbl okruženje za pogon i upravljanje numerički upravljanih. Koordinatni sustav definiran je kao bez posebnih navedenih, zadane G54 CNC sustava koordinata. Povratak referentna točka naredbe G28 U0, kako bi se. G54 – G57 – postavljanje nul točke obratka. G96 – konstantna brzina rezanja. G97 – konstantan broj okretaja. M0 – programirano zaustavljanje.
DxŠxV: 2,45 x 1,67 x 1,83 m PARAT 4-struki alat za zaštitu alata "Veličina 2". Putanja ove referentne točke poslužit će kao obilježje sposobnosti nosača za.
 VAZ-CLASSIC")


